





Wprowadzenie do procesu produkcyjnego
1. Proces zbiornika wody i zbiornika cementu
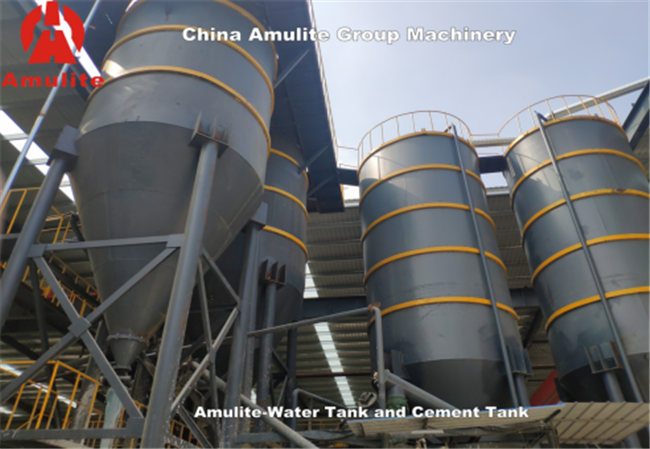
Jest jeden zbiornik na czystą wodę i jeden na błotnistą wodę; oba korpusy zbiorników na wodę są zespawane stalą węglową, zbiornik na błotnistą wodę służy do zbierania wody pochodzącej z recyklingu z procesu produkcji arkuszy, błotnista woda jest pobierana w celu zmieszania w procesie szlamu w celu zapewnienia czystości Zbiornik na wodę służy do normalnego pobierania czystej wody do czyszczenia filcu i siatki.
2. Proces masy papierniczej

Proces wytwarzania masy papierniczej obejmuje niszczarkę papieru, rafiner i zbiornik do przechowywania masy papierniczej
Niszczarka papieru służy do niszczenia papieru pakowego
Rafiner używany do mielenia masy papierniczej na zawiesinę i pompowania jej do zbiornika magazynującego masę papierniczą.
Zbiornik do przechowywania masy papierniczej służy do przechowywania masy papierniczej.
3. Proces odwadniania próżniowego wody w zawiesinie przepływowej

Można wybrać system arkuszy do formowania zawiesiny przepływowej lub system formowania arkuszy typu Hatschek w celu uformowania arkusza, możemy dostosować zgodnie z wymaganiami klientów.
Dobrze wymieszana gnojowica przepływa do przepływającej skrzyni na gnojowicę, następnie ze skrzynki na gnojowicę jest transportowana do działającego filcu w celu uformowania warstwy gnojowicy, z odwodnieniem próżniowym i prasą walcową w celu uformowania warstwy arkusza, po zwinięciu warstw w okrągłe arkusze formujące Wałek bębnowy, a następnie z automatycznym cięciem do Uformuj płaskie mokre arkusze.
Separator powietrze-woda: służy do oddzielania mieszaniny pary wodnej wyodrębnionej ze skrzynki próżniowej, przepływu do studni zbiorczej, a powietrze jest pompowane z powrotem do pompy próżniowej.
4. Proces formowania arkuszy zawiesiny przepływowej

Po uformowaniu arkuszy do formowania rolkowego, a następnie za pomocą automatycznego pozycjonowania i cięcia laserowego, cały komputer mokrych arkuszy przechodzi do procesu przenoszenia.
5. System cięcia wodą pod wysokim ciśnieniem
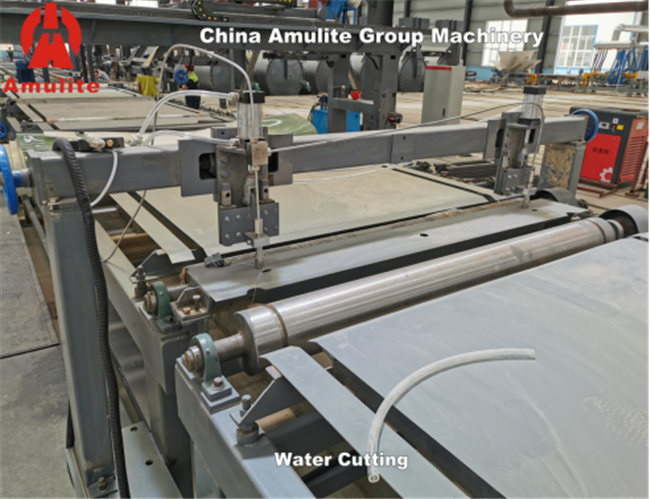
Ten wysokociśnieniowy system cięcia wodą jest naszym własnym sprzętem patentowym, wyposażonym w importowaną wysokociśnieniową pompę wodną wytwarzającą wodę pod wysokim ciśnieniem w celu uporządkowanego cięcia mokrych arkuszy na przenośniku.
6. Formowanie mokrego arkusza i proces przenoszenia mokrego arkusza

Proces ten służy do przenoszenia dobrze wyciętego, mokrego arkusza z rolki formującej. Przenoszenie mokrych arkuszy w celu ustawienia i wykonania automatycznego cięcia krawędzi.
7. Automatyczna układarka

Można układać dwa arkusze jednocześnie.Przyssawka zasysa mokre arkusze z przenośnika odbiorczego i szablon na wózku w innej pozycji roboczej, a następnie układa je na wózku w pozycji środkowej (z zasysaniem próżniowym wentylatora wysokociśnieniowego).Dokładny ruch ssawki zapewnia przekładnia na ramieniu wahadłowym popychana przez hydrauliczny popychacz.
Sterowanie PLC, praca automatyczna.
Funkcja: Automatyczny układarka służy do sortowania i układania w stosy jakościowych i gorszej jakości produktów z płyty cementowo-włóknistej / płyty krzemianowo-wapniowej.
Produkty są ułożone w uporządkowany sposób i wysoce zautomatyzowane, co skutecznie poprawi wydajność produkcji.
8.Naciśnij Maszyna

Służy do zwiększania gęstości i wytrzymałości produktów,
Standardowe ciśnienie: 7000 ton, rozmiar stołu prasującego: 1350 * 2700/3200 mm, rozstaw: 1200 mm, skok roboczy: 400 mm, prędkość nacisku: 0,05 ~ 0,25 mm/s;
Prędkość powrotu: 15 mm / S
Wóz transportowy do i z prasy: jedna jednostka.
Moc: 27,5 kW
9. System trakcji wózka

Dopuszczalne obciążenie: 20T
Wewnętrzna odległość szyny stołowej: 750 mm
Mechanizm chodzący:
Model reduktora: fa67-60-y-1,5, I = 50
Dopasowana prędkość silnika: 1380r/min, moc: 1,5 kW
Prędkość jazdy wózka: 9m/min
10. Maszyna do formowania próżniowego

Ruch samochodu oraz podnoszenie i opadanie przyssawki są kontrolowane przez serwomotor.
Maszyna do wyjmowania szablonów oddziela szablon od arkuszy na wózku, szablon umieszcza się na maszynie do szczotkowania oleju w celu posmarowania olejem, a arkusze układa się w stosy na wózku po drugiej stronie.Dodaj jedną przekładkę przeplatającą autoklaw na każde 150 mm arkuszy.
Dokładny ruch ssawki zapewnia przekładnia na ramieniu wahadłowym popychana przez pneumatyczny popychacz.
Sterowanie PLC, praca automatyczna.
11. Proces w autoklawie
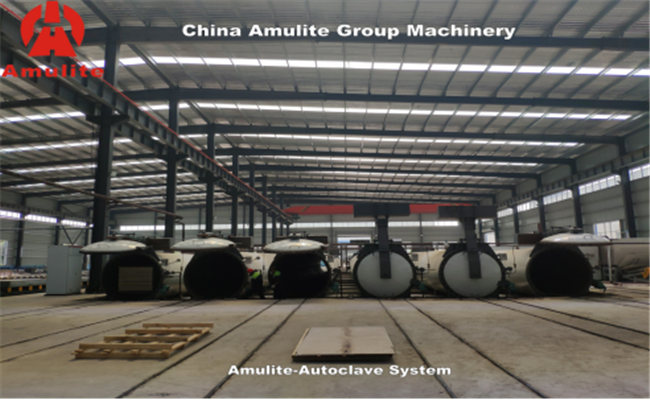
Ze względu na właściwości płyty cementowo-włóknistej / płyty krzemianowo-wapniowej, wapno i proszek piasku kwarcowego są używane jako główne surowce w procesie produkcyjnym, który wymaga reakcji chemicznej w środowisku o wysokiej temperaturze i wyższym ciśnieniu, może pozwolić na wymieszanie wszystkich surowców Wystarczająco dobrze i spraw, aby arkusze miały lepszą twardość i wytrzymałość.
12.Kocioł
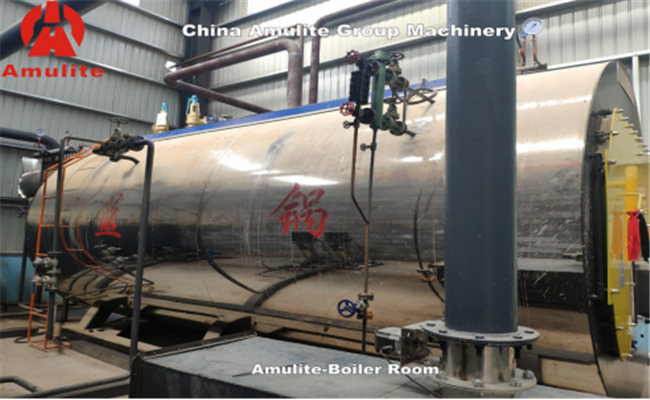
W procesie produkcyjnym płyty cementowo-włóknistej / płyty krzemianowo-wapniowej do przetwarzania wykorzystuje się autoklaw i suszarkę, oraz
Energia cieplna autoklawu i suszarki jest dostarczana przez kocioł!
13. Suszarka

Służy do suszenia płyty cementowo-włóknistej / płyty krzemianowo-wapniowej, po utwardzeniu w autoklawie zawartość wilgoci w płycie cementowo-włóknistej wynosi około 25%.Przed szlifowaniem, krawędziowaniem i fazowaniem, wilgotność
Zawartość powinna zostać zmniejszona do poziomu niższego niż 15% za pomocą suszarki.Suszarka ma zalety wysokiej wydajności produkcji, pięknego wyglądu, wygodnej konserwacji i łatwej obsługi.
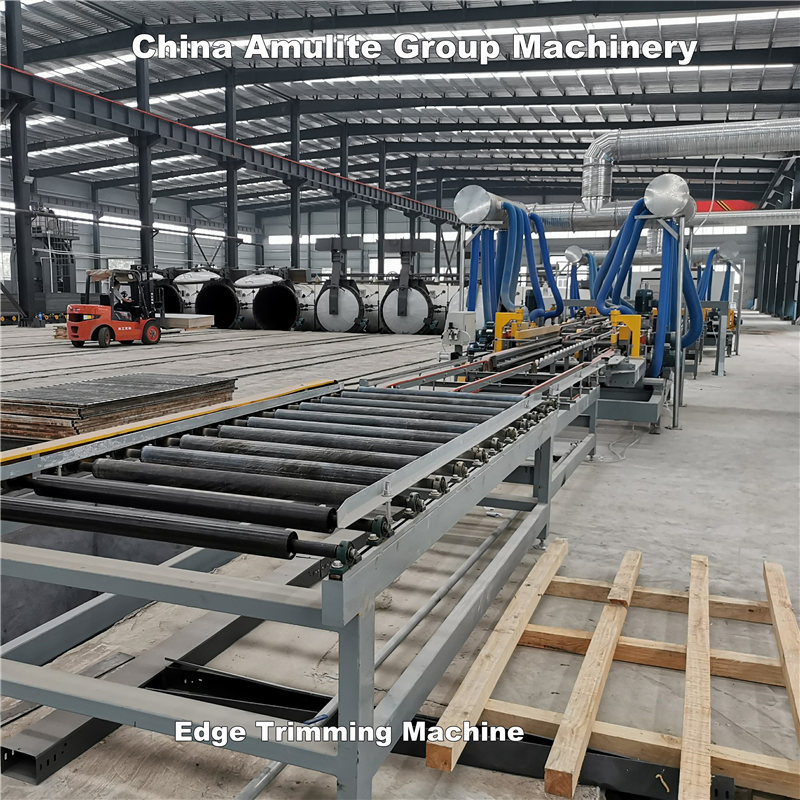
14. System przycinania krawędzi
Czas publikacji: 02 listopada 2021 r